A diferencia de la radiografía con película o la computarizada, la radiografía digital (DR) utiliza un dispositivo de captura de imágenes digitales de rayos X (Detector). Esta tecnología nos permite generar imágenes de rayos X inmediatas y de alta calidad, manteniendo los niveles de radiación al mínimo. Una vez generada, la imagen de rayos X se muestra en una tableta inmediatamente, luego, utilizando nuestro software patentado, la imagen puede procesarse, realzarse, compartirse y almacenarse digitalmente y accederse en el acto.
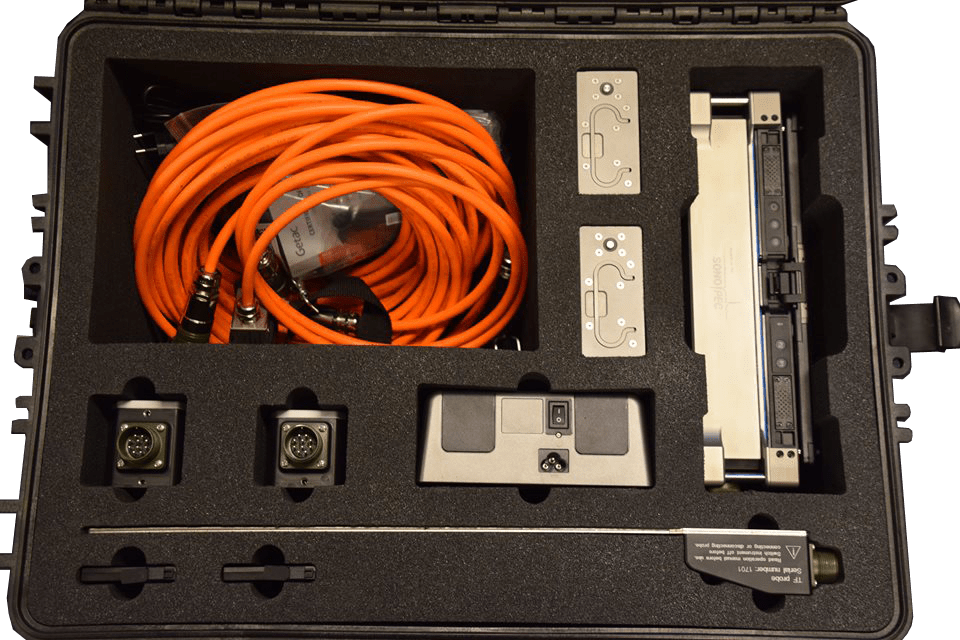
Teniendo DR como nuestra tecnología central, contamos un sistema compacto, liviano, de uso rudo y resistente a la intemperie con capacidades inalámbricas y de funcionamiento con batería. Estas características nos permiten examinar lugares estrechos y elevados, ofrecen un flujo de trabajo rápido y prolongan el tiempo de operación, lo que hace que el sistema sea ideal para las diversas aplicaciones de PND en una gran variedad de condiciones de trabajo y ambientes.